2024新澳门历史记录查询
YONGZHOU MINGRUI CERAMIC TECH. CO., LTD.
专注氧化锆陶瓷和氧化铝陶瓷 结构件加工定制

扫一扫加好友
全国统一服务热线
181-2297-4045
投诉热线
181-2297-3256
2024新澳门历史记录查询
YONGZHOU MINGRUI CERAMIC TECH. CO., LTD.
专注氧化锆陶瓷和氧化铝陶瓷 结构件加工定制
全国统一服务热线
181-2297-4045
投诉热线
181-2297-3256

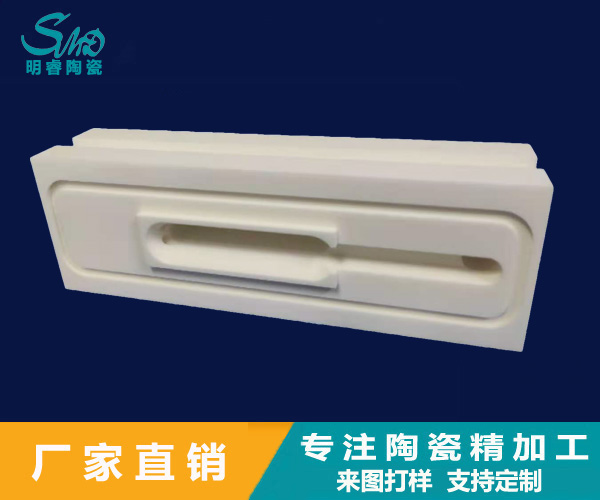
氧化锆陶瓷材料在完成烧结后,尚需进行精加工。如可用作人工骨的制品要求表面有很高的光洁度、如镜面一样,以增加润滑性。由于氧化锆陶瓷材料硬度较高,需用更硬的研磨抛光砖材料对其作精加工。

氧化锆陶瓷的注射成型技术工艺要注意哪几个方面?明睿氧化锆陶瓷厂家为大家总结了以下几点:
脱脂:本工序又称去掉粘结剂,通常升温速度为3~5℃/b,约进行5~10日,但在0.5MPa压力的保护气氛下进行时,40小时可结束脱脂。
烧结:热工等参数可根据陶瓷的种类而定。烧结中的线收缩率约为15-20%,形状比较复杂或壁较厚的工作,容易在烧结中产生裂纹,应注意防止。
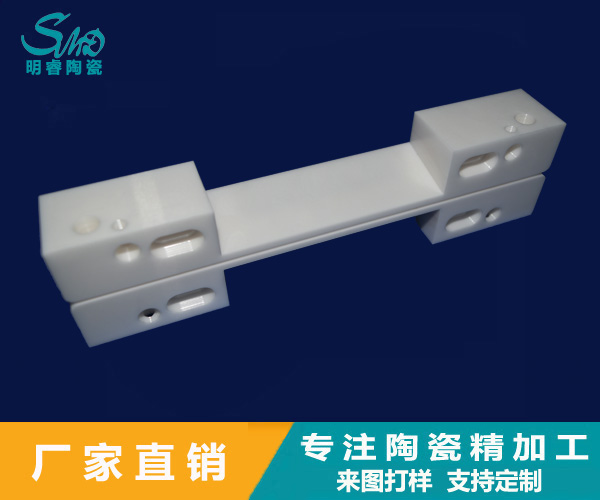
原料的流动性:注射成形所用的陶瓷颗粒一般由80-90%(重要比,下同)的粉末和10~20%的粘结剂组成。粘结剂在脱脂工序中去掉,因此添加量以最低限度为宜,但应注意若添加量不足会影响成形效果。此外,陶瓷颗粒的流动性在粒度越小、形状越偏离球形时越差。因此,应用尽可能简便的方法对流动性进行测试。
成形条件产生的缺陷:成形条件如果不正确,会产生各种缺陷。其中最关键的是熔焊线条,若成形体带有通孔或盲孔,则容易出现这种缺陷。因此,必需注意模具的设计,特别是开口的类型、位置、大小及个数。同时应注意注射成形的注射温度和速度间的平衡。
此外,为了避免发生表面粗糙、裂纹、长条痕、变形等缺陷。在成形困难的情况下,可在注射成形机中装设自适应控制器,进行细微的控制。